Introduction
In the world of manufacturing—as competition becomes more intense and customers demand more services—it is important that management not only control its overhead but also understand how it is assigned to products and ultimately reported on the company’s financial statements. We view overhead as two types of costs and define them as follows:
-
Manufacturing overhead (also referred to as factory overhead, factory burden, and manufacturing support costs) refers to indirect factory-related costs that are incurred when a product is manufactured. Along with costs such as direct material and direct labor, the cost of manufacturing overhead must be assigned to each unit produced so that Inventory and Cost of Goods Sold are valued and reported according to generally accepted accounting principles (GAAP).
Manufacturing overhead includes such things as the electricity used to operate the factory equipment, depreciation on the factory equipment and building, factory supplies and factory personnel (other than direct labor). How these costs are assigned to products has an impact on the measurement of an individual product’s profitability.
-
Nonmanufacturing costs (sometimes referred to as administrative overhead) represent a manufacturer’s expenses that occur apart from the actual manufacturing function. In accounting and financial terminology, the nonmanufacturing costs include Selling, General and Administrative (SG&A) expenses, and Interest Expense. Since accounting principles do not consider these expenses as product costs, they are not assigned to inventory or to the cost of goods sold. Instead, nonmanufacturing costs are simply reported as expenses on the income statement at the time they are incurred.
Nonmanufacturing costs include activities associated with the Selling and General Administrative functions. Examples include the compensation of nonmanufacturing personnel; occupancy expenses for nonmanufacturing facilities (rent, light, heat, property taxes, maintenance, etc.); depreciation of nonmanufacturing equipment; expenses for automobiles and trucks used to sell and deliver products; and interest expenses. (Note that factory administration expenses are considered part of manufacturing overhead.)
Although nonmanufacturing costs are not assigned to products for purposes of reporting inventory and the cost of goods sold on a company’s financial statements, they should always be considered as part of the total cost of providing a specific product to a specific customer. For a product to be profitable, its selling price must be greater than the sum of the product cost (direct material, direct labor, and manufacturing overhead) plus the nonmanufacturing costs and expenses.
For a further discussion of nonmanufacturing costs, see Nonmanufacturing Overhead Costs.
WATCH NOW
Advance Your Career with Our PRO Training
Manufacturing Overhead Costs
On financial statements, each product must include the costs of the following:
- Direct material
- Direct labor
- Manufacturing (or factory) overhead
According to generally accepted accounting principles (GAAP), manufacturing overhead must be included in the cost of Work-in-Process Inventory and Finished Goods Inventory on a manufacturer’s balance sheet, as well as in the Cost of Goods Sold on its income statement.
As their names indicate, direct material and direct labor costs are directly traceable to the products being manufactured. Manufacturing overhead, however, consists of indirect factory-related costs and as such must be divided up and allocated to each unit produced. For example, the property tax on a factory building is part of manufacturing overhead. Although the property tax covers an entire year and appears as one large amount on just one tax bill, GAAP requires that a portion of this amount be allocated or assigned to each product manufactured during that year.
Some of the costs that would typically be included in manufacturing overhead include:
- Material handlers (forklift operators who move materials and units)
- People who set up the manufacturing equipment to the required specifications
- People who inspect products as they are being produced
- People who perform maintenance on the equipment
- People who clean the manufacturing area
- People who perform record keeping for the manufacturing processes
- Factory management team
(Note: For the items above, the company will incur costs for salaries, wages, Social Security and Medicare taxes, unemployment compensation tax, worker compensation insurance, health insurance, holiday pay, vacation pay, sick pay, pension or retirement plan, seminars and training, and perhaps more.)
Note that all of the items in the list above pertain to the manufacturing function of the business. Since the costs and expenses relating to a company’s administrative, selling, and financing functions are not considered to be part of manufacturing overhead, they are not reported as part of the final product cost on financial statements. Rather, nonmanufacturing expenses are reported separately (as SG&A and interest expense) on the income statement for the accounting period in which they are incurred.
Financial Reporting vs. Individual Products and Customers
As mentioned above, in order for a manufacturer’s financial statements to be in compliance with GAAP, a portion of the manufacturing overhead must be allocated to each item produced. Even when allocations are arbitrary and inaccurate, the totals of the amounts reported as inventory and cost of goods sold on the financial statements can still be reasonably correct. For example, if a manufacturer’s inventory is minimal or if the beginning and ending inventories are similar in amount, this indicates that the company is selling nearly all of the units it produced in a given year. If that is the case, then as long as most of the manufacturing overhead appears on the income statement as part of the cost of goods sold, the financial statements will be correct—even if the amounts allocated to the individual products are inaccurate. The message here is this: Even if each product’s costs are wrong due to inaccurate allocations of manufacturing overhead, it is still possible that the financial statements will be accurate and receive a clean audit report.
However, if management wants to know the true cost of manufacturing an individual item, it is essential that the manufacturing overhead be allocated in a precise and logical manner. In addition to knowing the true cost of manufacturing each item, management needs to know the true expense of all of the other business functions associated with an individual item. In this way, management will know if each product and each customer is generating sufficient sales revenue to cover not the only manufacturing costs but also the selling, general and administrative expenses, interest expense, and some profit. This means that management will need to allocate/assign nonmanufacturing costs to individual products and customers (even though this type of allocation is not allowed for external financial statements).
In short, the company’s financial statements could be accurate with improper allocation to individual products, but for management’s decisions (1) the allocations of manufacturing overhead must be accurate and (2) the nonmanufacturing costs must be accurately assigned to individual products and customers. For example, if an inaccurate allocation results in too much cost assigned to some products, management might seek price increases on those products when in reality such price increases are not necessary. If customers react to the proposed unnecessary price increases by seeking bids from other manufacturers, the company may end up losing sales, profits, and customers. Conversely, if inaccurate allocations result in too few costs assigned to some products, a company may not realize that a specific product’s selling price is inadequate to cover the true costs needed to produce and sell that product. If the company does not pursue a price increase or improvements in efficiency, the company might be selling that product at a loss.
Although a company doesn’t need precise, detailed allocations for purposes of preparing your company’s financial statements, the odds are that at some point down the road those inaccurate allocations may result in poor pricing decisions. That’s something a company cannot afford to do in an increasingly competitive global market.
Traditional Methods of Allocating Manufacturing Overhead
Let’s look at several of the traditional methods for allocating manufacturing overhead. Keep in mind that if the method does not allocate the true amount of factory overhead, the cost per unit of product will be wrong and could result in management making a flawed decision. As you review these methods, ask yourself for each given product, will the allocated amount of overhead reflect the actual amount of overhead used in that item’s production? If a cause-and-effect relationship is not evident, is there at least an obvious correlation between manufacturing overhead and the basis for the allocation (such as production machine hours)? If there is no correlation, the allocation method is suspect and could result in the improper amount of overhead being assigned to individual products.
Allocating Manufacturing Overhead Via Direct Labor
In the early 1900s (and in some labor intensive production) it was logical to allocate manufacturing overhead on the basis of direct labor hours (or direct labor cost). The manufacturing process was not automated, there were hardly any variations in the products made (think Model T cars), and customers did not demand such things as just-in-time (JIT) deliveries or bar coding. In those days, when manufacturers increased the amount of direct labor, there was likely to be a related increase in such things as the number of factory supervisors, the factory space to be maintained, and factory supplies and utilities consumed. In other words, there was a high degree of correlation between the quantity of direct labor used and the cost of the manufacturing overhead. By allocating manufacturing overhead on the basis of direct labor hours, a product requiring 30 direct labor hours would be allocated twice as much manufacturing overhead as a product requiring 15 direct labor hours.
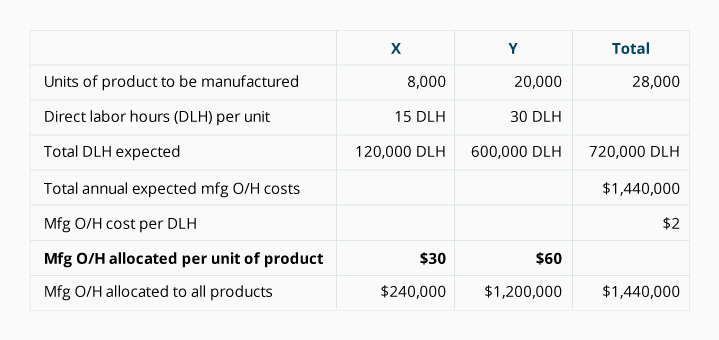
Let’s illustrate an overhead rate based on direct labor hours for a company that manufactures just two products, X and Y. (An annual rate is developed in order to have a constant overhead rate even when production volumes fluctuate from month to month.) For the upcoming year the company expects the following:

As shown in the above table, each unit of Product X will be assigned $30 of overhead, and each unit of Product Y will be assigned $60 of overhead. This is reasonable so long as there is a correlation between the quantity of direct labor hours and the cost of manufacturing overhead.
Allocating Manufacturing Overhead Via Departmental Machine Hours
As the 20th century moved on, manufacturers studied and controlled direct labor’s time and motion (think of Frederick Taylor’s work) and began replacing direct labor with machines. The increased use of machines resulted in an increase in factory overhead due to such things as additional depreciation of the machinery, maintenance of the machinery, and machine setups. With direct labor being reduced and manufacturing overhead increasing, the correlation between direct labor and manufacturing overhead began to wane. A logical response was to begin allocating manufacturing overhead on the basis of machine hours instead of direct labor hours.
Companies also began to create new departments to help manage the changing character of the factories. Production departments such as machining, finishing, and assembling were established. Other departments such as quality control, maintenance, and factory administration were designated as service departments (or production service departments), since these departments served the production departments. The company’s costs were contained in the accountant’s general ledger, which was organized by departments so as to mirror the organization chart and to provide for budgeting and control. Because some of the production departments used more of some service departments’ efforts/costs than others, accountants responded by first allocating the service department costs to the production departments, and then developing manufacturing overhead rates for each of the production departments. These rates were computed by dividing each production department’s costs (its own direct costs plus the service departments’ costs allocated to it) by its machine hours.
Basing the manufacturing overhead rates on a company’s production departments was an improvement over using just one rate for the entire plant—particularly when companies began manufacturing a greater variety of products. Some products being manufactured may have required many machine hours in one department but very few hours in another department, while other products may have used a much different combination of machine hours.
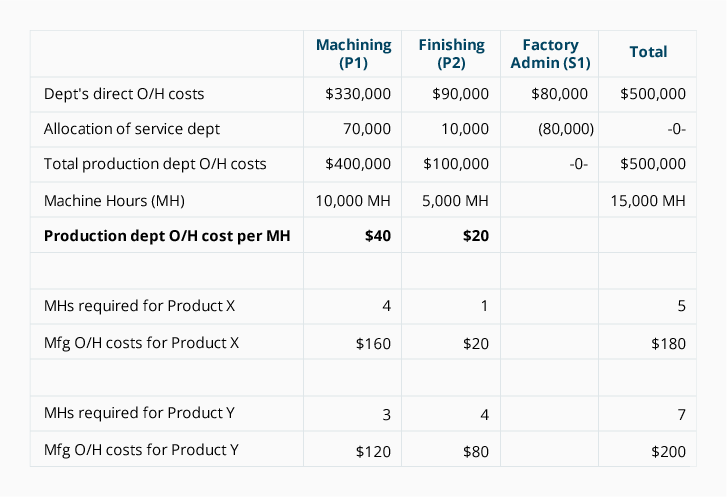
Let’s illustrate this method by assuming just two products (X and Y) are being manufactured in a factory that has one service department (Factory Administration, S1) and two production departments (Machining, P1; Finishing, P2).

Had the company used a plant-wide rate, the manufacturing overhead rate would have been $33.33 per MH ($500,000 divided by 15,000 MH), instead of $40 for the machining department and $20 for the finishing department. By using departmental rates, products requiring more machine hours in a high-cost department will be assigned a higher cost than would be assigned if using one established plant-wide rate. Products requiring more time in a low-cost department will be assigned a lower cost as compared to one plant-wide rate.
Where to Go From Here
We recommend taking our Practice Quiz next, and then continuing with the rest of our Manufacturing Overhead materials (see the full outline below).
We also recommend joining PRO to unlock our premium materials (certificates of achievement, video training, flashcards, visual tutorials, quick tests, quick tests with coaching, cheat sheets, guides, puzzles, business forms, printable PDF files, progress tracking, badges, points, medal rankings, activity streaks, public profile pages, and more).
Disclaimer
You should consider our materials to be an introduction to selected accounting and bookkeeping topics (with complexities likely omitted). We focus on financial statement reporting and do not discuss how that differs from income tax reporting. Therefore, you should always consult with accounting and tax professionals for assistance with your specific circumstances.